 开云(中国)Kaiyun·官方网站开云(中国)Kaiyun·官方网站
开云(中国)Kaiyun·官方网站开云(中国)Kaiyun·官方网站欢迎访问Kaiyun官方网站·网页版

开云·Kaiyun致力于智能环保涂装整体解决方案系统的研发和应用
为客户提供结合最新科技的喷涂设备技术应用及一站式完善的售后服务
 24小时在线客服: 400-88745599
24小时在线客服: 400-88745599 手机:18632559658
电话:400-88745599
邮箱:machineryinfo@kaiyun.com
地址:江苏扬州仪征市刘集镇盘古工业园26号
工艺流程
涂装生产线的组合形式是根据产品材质、工艺、涂料种类、工件表面情况以及其他要求的不同而设计的。前处理方式和喷涂形式也各异。
前处理过程可以采用干式和湿式两种方法。干式处理包括喷砂和喷(抛)丸,而湿式处理则包括浸渍式和喷射(淋)式。
防锈涂料也有所不同,包括喷漆、粉末涂装以及电镀(如镀锌、镀金、镀银等)。
涂装生产线的组织形式分为三类代表形式,其工艺流程如下所示:
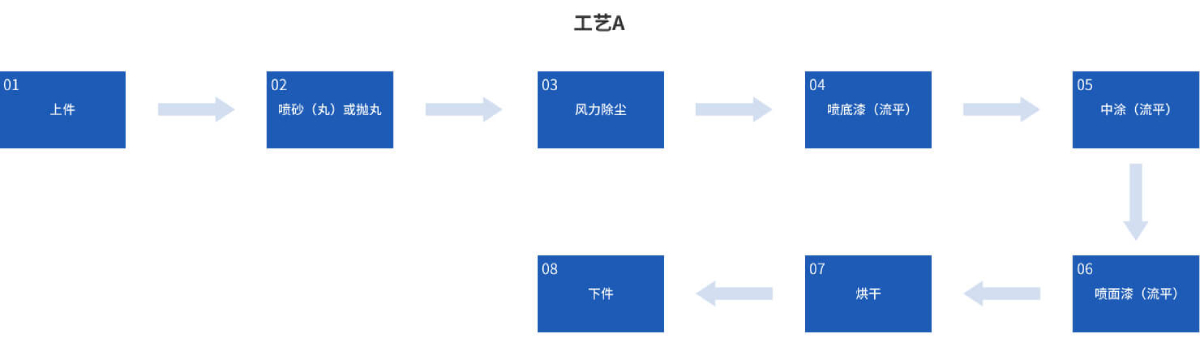
该工艺采用机械(干式)表面前处理,包括喷砂(丸)室和抛丸机设备,用于对工件进行除锈、除油、改变工件表面粗糙度以增加涂料附着力。接着进行喷漆和烘干(这是一种3喷1烘的工艺,可根据实际情况改为2喷1烘或2喷2烘,工序中的4、5为可选工序)。
工件输送一般采用电动轨道车或天车进行,适用于较厚、较大的金属工件,如铸锻件和钢结构件等。1喷1烘适合表面要求较低的设备,但一般不建议采用。通常情况下,由于工件较大且重,以及生产量不高,喷砂(丸)和除尘都在喷砂房内进行处理,而喷底漆、面漆和烘干则在喷烘一体房内进行。
喷漆涂装线以塑料件工艺为代表,大多采用喷射式处理方式(部分金属件采用浸渍式或喷射与浸渍结合方式)。其主要目的是通过化学液体(如硫酸、硝酸)的浸泡或喷射来与工件表面的氧化物、油脂等发生化学反应,以达到除油、脱脂、水洗和纯水洗的目的。表面涂料包括防腐油漆、色漆和清漆等装饰性油漆材料。由于塑料件容易受高温影响而变形,油漆成膜温度通常控制在50至80℃左右。输送系统的前处理一般采用轻型悬挂链、输送带或网链送设备,而后续的转线则可以采用地链滑撬或悬挂输送链等方式。具体选择方式取决于工件的大小、形状、重量和材质等因素。
 苏ICP备18002786号
苏ICP备18002786号





发表评论